WAGNER 参加CIMES 2018展品及介绍
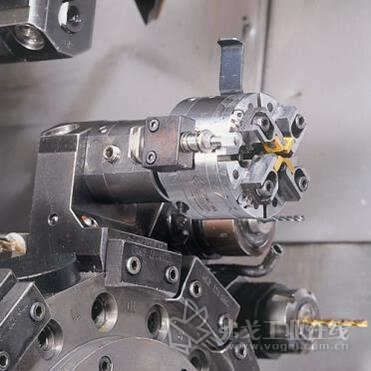
WAGNE®螺纹滚压头可提供预设滚轮,多亏这种滚轮,使得加工在轴颈和卡盘前端的螺纹成为可能。加工时间极短,并且可形成全段高质量螺纹。
目前B13和B16可以定制滚轮。它们被用于所有现有的受控的进给车床上
B13-VB 工作范围: dia3 to 24mm, 最大螺距1.5mm
B16VB 工作范围:dia 13 to 42mm, 最大螺距2mm
所有 WAGNER®的螺纹滚压头都适合靠近轴颈的短螺纹无屑成型技术。它也可用于加工跳动非常小或者工件一端非自由的螺纹。
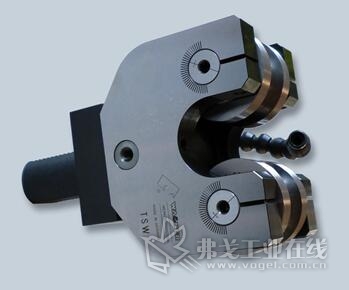
WAGNER®TSW系列切向滚压头在许多方面是“苗条”的通用和久经考验的螺纹滚压头版本
多亏于TSW设计,使得滚轮廓,平行槽,滚花,卷边等节省大量时间。在操作过程中,更适合在单个和多个主轴的车床上,工件旋转,工具静止使用。
由于不需要齿轮,它们被从工具体中拿掉。因此TSW有竞争力的价格并且易于使用。更换滚轮和调节尺寸大小非常简单快捷,此外工具体非常强而有力
滚轮的宽度达到40mm,TSW的工作范围dia20 to 36mm
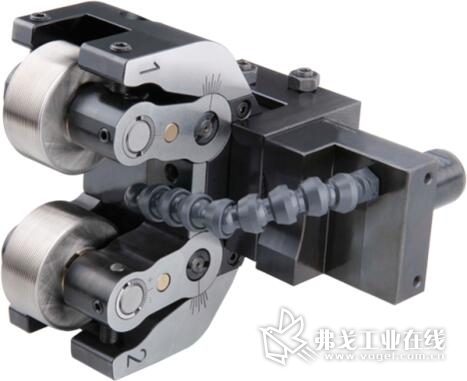
B16F切向螺纹滚压头
针对细牙螺纹,螺距距小于1mm
滚轮可进行轴向间隙谓整
细牙螺纹上的最佳滚压效果是通过使我们的 "F"工具方案实现的。对于螺纹距非常小的螺纹来说,音要的将螺纹滚轮的轴向间隙尽可能维持在最小幅度。使用获得专利的 WAGNER®轴向问隙精调技术,轴向滚轮间隙可最小化至0.02mm的间距。精调可以选择提供型号为B14、B16及B19的工具,并且也可以通过更换动传动臂进行加装
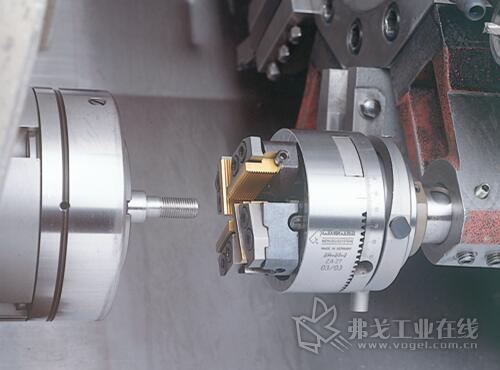
固定式螺纹切削头ZA22
您每日的任务是生产大量各种各样的外螺纹?那么我们为您推荐我们的螺纹切削头。其切削加工工作方式为您提供无与伦比的优势,工具成本低、加工时间短。
节省时间的工作方式
因为切削头在螺尾自动打开,因此略去了传统的变向,并使得时间极大地缩短。同时产生了积极的副作用:一是节省工具,使其寿命极大延长,另外,工件的质量也得以保持在其被切削时的状态下。
我们采用经过充分硬化和铣削的高质量钢材制作我们的螺纹切削头。这样可以确保全年全天候使用而功能始终稳定、高精确的工作方式。
螺纹类型
螺纹切削头的性能包括切削标准螺纹、细牙螺纹、左旋螺纹、右旋螺纹、圆柱螺纹或锥螺纹。除了这些三角螺纹以外,该切削头还可以切削梯形螺纹和圆螺纹,以及其它特殊形状——同样可按英国标准和美国标准生产。所有螺纹类型可以切削成无尾,或也可切削到贴近较大的凸缘直径。
螺纹切削头同样可以胜任螺栓的外切削或剃齿任务。
原材料
切削加工的螺纹切削可以用于范围广泛的原材料:
易切钢、结构钢材、例如 NIRO 等高合金钢材、铜合金、铝合金以及有色金属。即使对于例如红黄铜、韧性铸铁和灰口铸铁等非冷成型原材料,也可以经济地切削出螺纹。
无论工件是否已经进行了粗车、具有过量尺寸,采用锻造、轧制还是铸造,对于切削加工的螺纹切削来说均无足轻重。合适的工具插件能够满足这些多种多样的要求。
WAGNER多刃切削头
一刀切削减少6mm直径
原料可以是圆形,方形,六边形,拉伸或者滚压材料
适用于可切削的材料
提供3个或者4个刀片的型号,可以提供带或不带打开装置的型号(由内部或者外部开关打开)
适合一刀减少直径的细长的工件
适合长度LA≥5XD(D=初始直径)在特殊情况下(例如,材料是铝件或者是黄铜)高达10xD
为了精准的车削加工预处理
稳定的切削头和工件夹持
工件和切削头必须同轴
热点文章
-

百超高端折弯机Xpert Pro全新升级
2026-06-12
-

【牧野】V300立式加工中心 | 以“稳”制胜,定义精度新标杆
2026-06-12
-

一体化压铸大型零件怎么加工?马扎克FF-1250H L高效应对
2026-06-11
-

复杂轴盘类零件怎么加工?马扎克QRX-50MSY L双主轴双刀塔实现一次装夹、零累积误差
2026-06-16
-

新品启航 | 博亚食品专用干式真空泵发布会暨技术交流会在诸城圆满举办
2026-06-16
-

快稳精省柔!通用技术集团自研20000kN热成形智能产线问世
2026-06-15
-

第七届世界激光制造大会启幕!大族激光30周年重磅亮相,共筑激光智造新未来
2026-06-15








评论
加载更多