悬臂测量机扫描检测提升品质与效率
使用传统的测量方法,需要将一个圆柱形的塑料安装在销钉上。首先测量底部平面,之后再测量销钉,最后构造销钉与平面的刺穿点,评价改点的位置。
传统的销钉测量方法中,辅助圆柱的制造比较复杂,对圆度、配合直径和同轴度的要求比较高,圆柱的使用寿命有限,需经常更换新品。另一方面,每个圆柱在安装时都必须与销钉底部平面贴合,此指标不以保证,并且人工安装费时、费事、费力,且效率不高。海克斯康制造智能为沃尔沃提供了两台DEA BRAVO HP测量系统搭配CMS106激光传感器,无需任何辅助即可直接对销钉进行扫描测量,节省了大量人工时间(图1)。
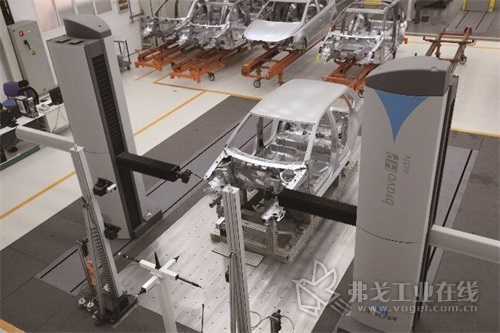
图1 海克斯康制造智能为沃尔沃提供了两台DEA BRAVO HP测量系统搭配CMS106激光传感器
灵活扫描 应对焊装大尺寸
海克斯康两台DEA BRAVO HP测量系统,可以在焊装线上全自动检查白车身,其开放式设计的双水平臂测量机极大简化了庞大的白车身上下料过程。
凭借BRAVO HP悬臂测量机开放式的空间设计,与CW43L手腕测座大幅度旋转角度的支持,CMS106激光测头可以任意角度旋转,对任意位置销钉进行测量。测量完成后,PC-DMIS软件包可以将扫描测量数据与CAD数据相比对,轻松完成检测任务。
通过新的嵌入系统和CMS106光学传感器,仅仅需要20 min,就可以完成一辆沃尔沃车身上近200多个连接销的位置检测,大大提高了检测效率。
应对环境 不可撼动的精准
光学传感器在面对一些较差的光线环境与特殊材料特性时,会出现干扰零件表面数据捕捉的情况。但是即使是棘手的零件特征或者很差的光线环境,对CMS106的精确度也没有影响。
CMS106能生成一条由多个激光点组成的激光线来扫描车身表面,激光线和激光密度可以适应零件和光线调整。因此,干扰因素对测量结果的准确性是没有影响的(图2)。

图2 CMS106激光测头能生成一条由多个激光点组成的激光线来扫描车身表面,激光线和激光密度可以适应零件和光线调整
根特工厂采取多种策略以确保流程质量一直保持在高水平。基于对海克斯康测量方案的真实体验,沃尔沃也计划未来在未来更多的测量应用中使用海克斯康的质量检测系统保驾护航。
热点文章
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-

-

IMAO今尾【产品介绍】气动旋转式夹具:无需工具的夹具气动型
2026-07-20
-

【DMG MORI】MATRIS WPH: 灵活搬运工件和托盘
2026-07-16








评论
加载更多