保障精度 · 提升效率 · API激光跟踪仪助力高铁提速

图1:某型号高铁动车组
关于客户
本次邀请API公司提供解决方案的客户是中国中车股份有限公司的某型号高铁动车组生产基地。中国中车股份有限公司,总部位于中国北京,是全球规模领先、品种齐全、技术一流的轨道交通装备供应商。主要经营铁路机车车辆、动车组、城市轨道交通车辆、工程机械产品的研发、设计、制造、修理、销售、租赁与技术服务。其产品现已出口全球六大洲近百个国家和地区,是以轨道交通装备为核心,跨国经营、全球领先的高端装备系统解决方案供应商。

图2:待测X轴60米长高精度机床
先进制造工艺
伴随着高铁技术的不断发展,高铁的运行时速在不断提升。为保障高铁的安全及舒适性,对于高铁车厢的密闭性、静音效果、空气动力学因素、车身强度等要求也随之提升。与此同时,日益增长的国内外订单需求,也要求高铁的制造效率更高。故而,需要更先进的加工手段,在保障高铁质量的同时,提升加工效率。
基于以上需求,该基地选择了使用X轴60米的精密机床对高铁铝制车身部件进行加工。通常来讲,高铁单节车厢的长度约20-25米,选择X轴60米的高精度机床,不仅可以满足车厢部件的一体化加工,保障加工精度,避免拼接误差,更可以同时在机床上加载两套材料进行加工,一套加工的同时,另一套可以进行加工前的准备工作或加工后的处理工作。这样,即可大幅提升加工效率,减少由于上下料所导致的停机时间。
检测需求
需在最短的时间内,检测出该机床的:
1. X轴直线度误差(高低方向);
2. X轴直线度误差(左右方向);
3. X-Y-Z三轴两两垂直度误差。

图3:API品牌Radian Pro激光跟踪仪
甄选检测设备
如我们所知,激光干涉测量是长度测量的基准。通常的做法是使用激光干涉仪检测机床各误差参数。但是,基于以下两点因素,通用型激光干涉仪很难满足本次测量的需求:
1. 机床的X轴长度达到60米,而通用型激光干涉仪的测量范围不超过45米。
2. 要求在尽可能短的时间内检测完毕。通用型激光干涉仪的安装调试效率,取决于操作者的经验丰富与否。而即便是经验丰富的操作者,在测量超长导轨、以及三轴两两垂直度时,也需反复调试各镜组的位置,以达到最佳测量效果,这就导致了时间成本的增加。
由此,本次测量,API工程师决定选用Radian Pro激光跟踪仪进行。
API品牌Radian Pro激光跟踪仪是双激光跟踪仪,集IFM激光(干涉激光,是长度计量的基准)和ADM激光(绝对激光,用于快速断光续接,保障测量作业持续、流畅)于一身,可广泛满足各种测量作业的需要。
Radian Pro激光跟踪仪拥有超过80米的测量半径,且安装调试简单,只需安置跟踪仪,并将靶标球对准激光束,即可自动完成跟踪测量。
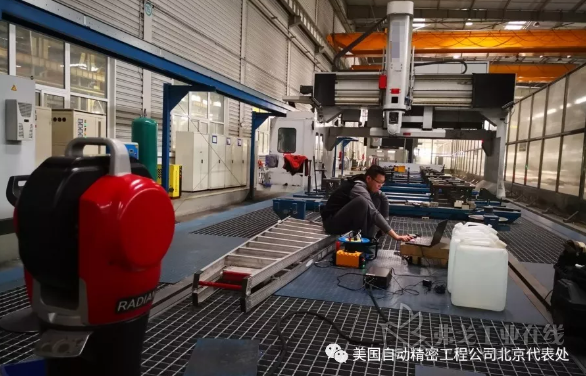
图4:测量前调试准备
检测进行中
1. 对X轴直线度误差(高低方向)的检测(请见图5)。
① 在机床X轴一端安置Radian Pro激光跟踪仪;
② 将跟踪仪靶球固定在机床主轴上;
③ 设定机床主轴移动程序,确定待测量点位置;
④ 跟踪仪自动跟踪主轴上的靶球,并自动按需记录各待测点坐标,待主轴沿机床X轴导轨走完全程,即完成对X轴待测点的测量;
⑤ 在软件中自动计算、分析所采集各点的误差幅值,并自动生成报告。
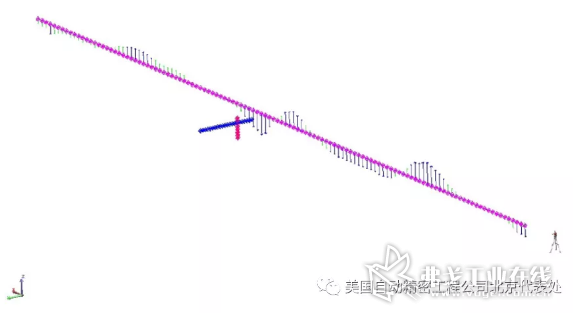
图5:X轴直线度误差检测(高低方向)
2. 对X轴直线度误差(左右方向)的检测(请见图6)。
此项检测内容可与第1项“对X轴直线度误差(高低方向)的检测”同步进行,并通过软件自动计算出采集各点的误差幅值,自动生成报告。

图6:X轴直线度误差检测(左右方向)
3. X-Y-Z三轴两两垂直度误差的检测(请见图7)。
① 安置激光跟踪仪;
② 在机床控制程序中设置待测量点位置;
③ 将靶球固定在主轴上;
④ 主轴沿X、Y、Z三个方向各完成一次行程;
⑤ 软件自动处理采集到的数据并生成报告(请见图8)。
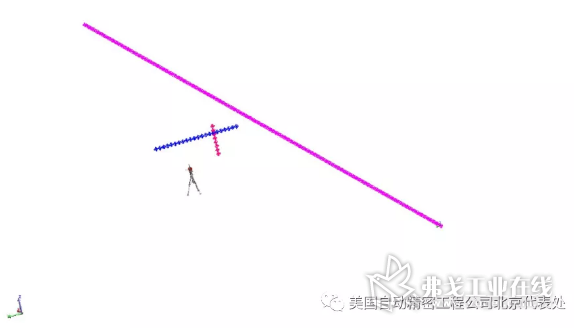
图7:X-Y-Z三轴两两垂直度误差的检测
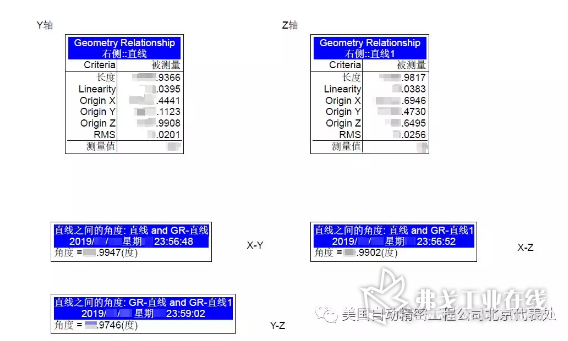
图8:X-Y-Z三轴两两垂直度误差测量报告
结论与评估
1. 通过测量分析报告可以得出,使用Radian Pro激光跟踪仪检测机床,精度可达1/1000毫米,已充分满足了客户需求。
2. Radian Pro激光跟踪仪安装方便,机床走完行程的时间即可视为测量完成的时间,基本无需考虑安装调试测量设备所需时间成本,为客户大幅提升了检测效率,缩减了停机时间。

图9:API品牌Radian系列激光跟踪仪
热点文章
-

聚力共赢・深耕智造 | 易格斯与大前机床签署战略合作协议,五年携手从产品配套迈向价值共创
2026-07-15
-

精雕科技与见真机械签署战略合作协议
2026-07-16
-

【雷尼绍】Equator™ 比对仪—产线里的“测量机器人”来了!
2026-07-17
-

【雷尼绍】工业之眼(一) | 精准位置反馈为什么是运动控制的基石?
2026-07-15
-

【总部新闻】绿色责任,智造未来——魏因加特纳获气候联盟认证
2026-07-17
-

热度拉满|WAIC 现场人气爆棚,TOPFAB 桌面 AI 五轴机床引爆全场关注
2026-07-20
-









评论
加载更多