CERATIZIT 航空航天领域-陶瓷刀具
产品介绍1:
CERATIZIT 航空航天领域-陶瓷刀具
CERATIZIT的硬质合金切削刀具在某些行业的专业方案是我们的核心竞争力,例如航空航天业。森拉天时欧洲总部观察到OEM制造商在该领域的持续发展,除了硬质合金外,陶瓷刀具的应用开发是一个新的趋势。

在航空航天领域里,高温合金是一种常见的加工材料. 高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,又被称为“超合金,”主要应用于航空航天领域和能源领域。常见的高温合金有镍基高温合金,铁基高温合金和估计高温合金。由于高温合金具有低导热率,高强度,高耐热性,高硬度,高化学活性,高耐磨性,低弹性模量特性,使其在加工中表现为加工难度高,高机械加工应力,后刀面磨损,崩刃,崩边,间断切削等特点,成为加工难度最高的金属材料之一。尤其是钴基高温合金,由于具有很强的冷作硬化倾向,加工时容易产生缺口破损,加工难度更高。有高温合金制造的零部件,具有复杂的结构和不断提高的材料性能,如热处理和时效等,将是对切削刀具最大的挑战。
在此前提下, 森拉天时刀具在通过改变基材和涂层的特性后在现有牌号的基础上获巨大的进步,最终使得硬质合金刀具寿命提高到原来的两倍。同时森拉天时意识到陶瓷刀具的应用开发是一个新的趋势。良好的高温性能使得陶瓷材料在加工高温合金时可以实现1000米/分钟以上的切削速度,相比之下,硬质合金材料加工高温合金的经济切削速度往往只有几十米每分钟。
在一个加工成功案列中, 加工件是机匣, 材料是”镍基高温合金” , 测试后显示CERATIZIT 陶瓷刀具A252.50.R.04-12-RN, 配上相应刀片RNGN120700SN-010D CTI3105 , 可采用高线速度,大幅提高生产率,达到硬质合金刀片的16倍。
产品介绍 2 :
CERATIZIT汽车领域- 铝轮毂加工
目前CERATIZIT铝轮毂加工最热卖的是椭圆接口刀杆OvalFlex及PCD刀片车削产品。OvalFlex可提高切削性能,减少刀头的磨损,更强壮的M6螺丝提供更好的夹紧力,夹紧部位的冷却提供更长的刀具寿命。而PCD刀片则能够提供最佳的屑和切削性能。无论针对粗加工,精加工我们皆提供各种不同的断屑槽型,多种槽型设在各种加工条件下可以顺利的控制切屑, 切削力更低且每刃加工数量多而稳定, 单边镶PCD刀片提供更高的切削性能和切深,获得最佳的表面质量和尺寸精度,减少加工时间,提高生产率。针对兼顾断屑控制和刀具寿命在市场上也没几家竞争对手能做得到, 针对这点森拉天时也提供断屑槽型 -24,对于硅含量小于1%的铸铝加工,使用这一槽型可以获得极好的效果,此槽型同样可以有效的用于加工铜合金和塑料以及有色金属和难熔金属。

森拉天时在2017年初,重磅推出用于钻削阀门孔和定位孔的涂层整体硬质合金刀具(包括加工沉头孔平面的特殊刀具),作为铝轮毂孔加工刀具的先行者,森拉天时推出此款用于钻削和沉头孔加工的刀具,提供大量的标准产品,并取得了巨大的技术领先。这标准化的产品在前期测试和后期客户长期使用中,都表现出超凡的性能。刀具寿命高达30,000孔以上,并能通过更高的切削参数以及同时加工沉头孔来大大降低加工时间。能够高精度的加工定位孔100,000个以上,同时由于台阶的设计和高加工参数,可以有效地降低加工时间。
产品介绍 3 :
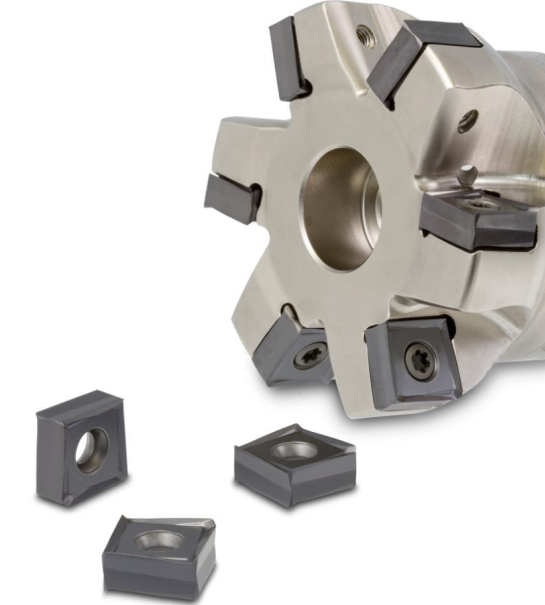
CERATIZIT MaxiMill 491 – 全新的 90°方肩铣削系统 , 配合黑星和银星牌号
森拉天时集团新产品, MaxiMill 491 方肩铣刀加工精确的 90°轮廓。黑星牌号和银星牌号的H级精磨刀片确保出色的轴向和径向跳动。刀具寿命以及表面质量刀具采用不等齿距设计和完美的主偏角,以减小振动,保证切削轻快。该铣削系统既适合精加工,也适合粗加工。由于具有90度主偏角并能实现极高的表面质量因此不需要额外的加工。由于刀片具有8个有效切削刃口,因此该系统经济性极佳。具以下幾項優點, 操作简便、经济性极佳、出色的性能和表面质量、极具吸引力的性价比。
MaxiMill 491 方肩铣刀是一款通用刀具可以用于铣平面,方肩,侧边的,也可以用于槽铣和摆线铣等加工方式。另一方面, MaxiMill491 既适用于功率较低高的机床,也适用于功率较低的机床。属于一款通用性较高的方肩铣削系统.
MaxiMill 491方肩铣刀结合产品性能优化及使用上经济性, 重要的是操作极为简便。切削非常轻快, 主轴功率可减少 20-30% 。而新式刀片设计, 即使在机床内都可以更快速更换刀片! 平均更换数度可优化10%-20% . 而加工件加工后表面平滑。经过专业的加工测试, 在不同的加工条件下, 此刀具寿命平均提高30%~60%
热点文章
-

产业观察|重塑生产价值的基因,探索ABB在中国制造基地的发展路径!
2026-07-27
-

智能制造背景下工业机器人产业发展趋势与提质路径
2026-07-29
-

直击2026齿轮与电驱动技术大会:一家中国民企的“正向研发”突围战
2026-07-28
-

【雷尼绍】工业之眼(二)| 编码器分类图谱与选型指南
2026-07-31
-

大族AI智能切割机丨当AI学会“看”金属,切割机会发生什么?
2026-07-27
-

高原展翅,谱系启航|C919 高原型圆满首飞,拓璞智造支撑大飞机规模化量产
2026-07-31
-

MTF2026大连启幕:马扎克以“新技术”破局“新行业”,共绘智造未来新图景
2026-07-30








评论
加载更多